3.5 Tph Biomass Steam Boiler for Medicine Company

Case Introduction
As a high-tech enterprise in Henan Province, Xinhe Yuansheng Medicine Co., Ltd. has consistently been dedicated to providing high-quality and reliable pharmaceuticals to its clients. With the rapid expansion of business operations and production scale, traditional energy supply methods have fallen short of meeting the company’s growing needs. To ensure continuous production and reduce operating costs, the company urgently required an efficient and energy-saving solution. In response to these needs, Xinhe Yuansheng Medicine Co., Ltd. selected ZOZEN’s 3.5-ton biomass steam boiler to meet the steam demands of its pharmaceutical production. This boiler, with its environmentally friendly, energy-efficient, and high-performance features, offers a significant advantage for production operations, helping the company strike a balance between environmental sustainability and cost control.
The Application of ZOZEN Biomass Steam Boilers in the Pharmaceutical Industry
Steam is an indispensable element in pharmaceutical production, with applications in drying, sterilization, and preparation processes, all of which demand high standards for steam quality and stability. ZOZEN’s SZL series biomass steam boiler provides stable steam output and impressive energy efficiency, offering reliable support for pharmaceutical production. This series not only ensures the high-quality steam supply essential in pharmaceutical processes but also meets the industry’s modern needs for eco-friendly, low-carbon production, significantly reducing energy consumption in the process.
Key Advantages of ZOZEN Biomass Steam Boiler
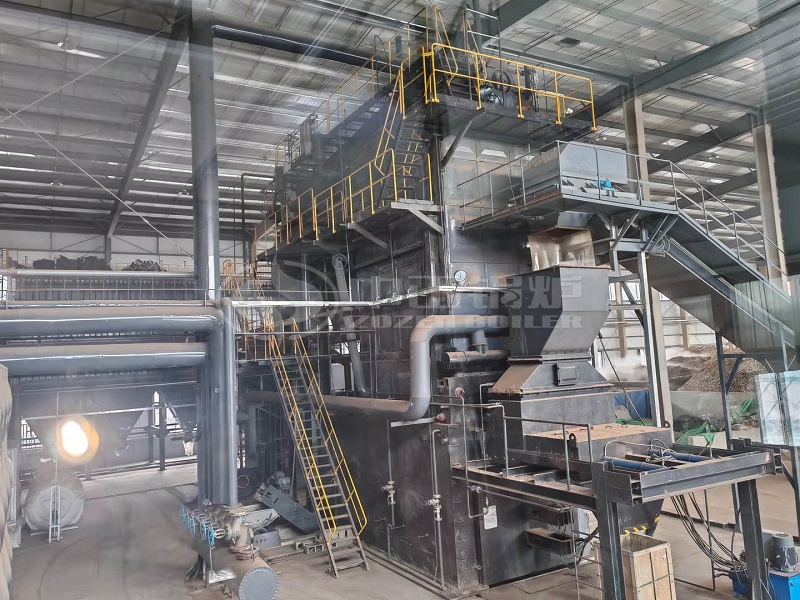
Broad Fuel Adaptability: ZOZEN’s biomass steam boiler supports a wide range of biomass fuels, including biomass pellets, rice husks, wood chips, corn cobs, and wood shavings. This flexibility allows companies to adjust fuel sources based on local resource availability, effectively lowering fuel costs and reducing reliance on a single energy source.
Efficient Combustion: The boiler incorporates a chain grate and independent air compartment design, ensuring full fuel combustion. This design optimizes the combustion process, increasing efficiency, reducing unburned residue, and thereby enhancing the boiler’s overall thermal efficiency. Efficient combustion not only helps lower fuel consumption but also effectively reduces emissions, supporting greener production practices in the pharmaceutical industry.
Ease of Operation: ZOZEN’s biomass steam boiler is equipped with an advanced control system that automates fuel supply, ash removal, and slag discharge operations. This intelligent control system simplifies daily operations, greatly reducing labor intensity and labor costs. Additionally, the boiler’s automation makes it well-suited for continuous, long-term production, further supporting efficiency in pharmaceutical manufacturing.
Customer Feedback
Since implementing ZOZEN Boiler’s 3.5-ton biomass steam boiler, our production efficiency has significantly improved, and operating costs have decreased. The boiler’s automated operations make daily management easier, and its versatile fuel options allow us to adapt to market changes. Throughout the usage process, we’ve experienced the energy-saving and environmental benefits of ZOZEN’s boiler and are very satisfied with its excellent performance and reliability. Moreover, ZOZEN’s team provides excellent after-sales service, offering timely technical support and professional guidance to ensure smooth production operations.
Our Cases


Hot Sales


Hornor Customers


LEAVE A MESSAGE
For all inquiries, please fill in the form below (* are required) to send us a brief message, and we will get back to you as soon as possible.